When cutting glass, lasers outshine conventional mechanical processes. Mechanical glass cutting requires very low speeds to prevent damage to the structure caused by micro-cracks and tension. In contrast, lasers use a non-contact processing method, which considerably speeds up the processing time. Furthermore, the mechanical components used in the conventional method are subject to wear and tear. As a result, they need regular maintenance to ensure the quality of the manufacturing components remains consistently high. Lasers do not have this problem.
Glass processing
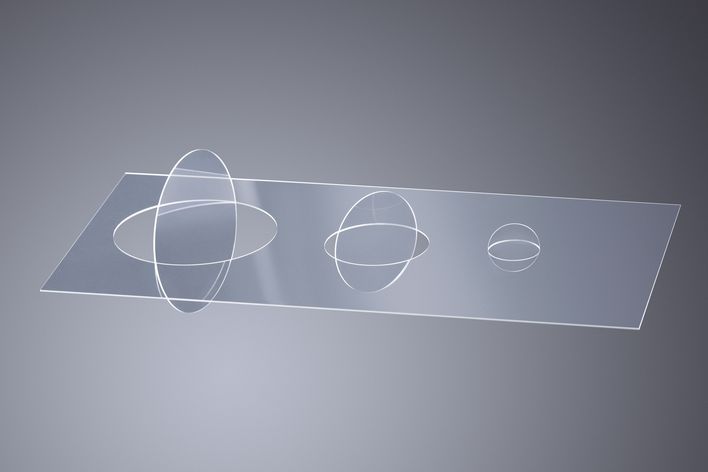
Ultra short laser pulses are particularly suitable for cutting glass and can process glass with ease using very high peak intensities and achieving an extremely high level of cutting quality. In addition to the beam source, an optimum beam formation is of the utmost importance. The beam, which is also formed along the beam axis, is an example of the latest developments of optical technologies that ensure an optimum processing speed and resulting cost-effective glass cutting process. The advance development by TRUMPF has thus conquered the third dimension of the beam formation, which enables the beam to be perfectly tailored to the requirements of the transparent material.
With a conventional unmodified laser beam, the main aim is to achieve the greatest intensity, i.e., one that far exceeds the material's ablation threshold. However, this also wastes a lot of energy. The basic principle behind beam guidance is to distribute the beam intensity in the best possible way in order to make the process more effective. Instead of concentrating the greatest intensity on a very small area in the beam's focus, the beam intensity is distributed relatively equally over the beam axis, which maximizes effectiveness. As a result, the feed rate of the laser beam (and therefore, the cost-effectiveness of the process itself) can be improved by several orders of magnitude up to 1 meter per second and higher.
Summary: By selecting the appropriate laser parameters, such as the pulse energy, pulse overlap rate, and repetition rate, the development of micro-cracks can be prevented, which eliminates the need for expensive rework.
| Material | Glass |
| Conventional method | Mechanical, chemical etching |
| Challenge | Processing that causes minimal damage |
| Lasers | TruMicro 6020 HE |
| Wavelength | 1030 nm / 515 nm |
| Optical system | TOP Cleave |
| Max. pulse energy | 2 mJ / up to 8 mJ in burst mode |
| Speed | 100 - 1000 mm/s depending on the process and geometry |
| Advantage | Processing that causes minimal damage; no rework; the non-contact processing method means there is no tool wear; any geometry can be produced with minimal corrections; flexibility |
Products


Contact