Constantly changing customer requirements. A pressurized competitive environment. These are challenges companies in the metal processing industry know all too well. The trend is towards more and more product variants, and this is forcing companies to rethink their approach. Production processes must be adapted and customized. After all, the only way to succeed in this business is to master costs and quality while negotiating the tendency towards smaller and smaller batch sizes. One important indicator of cost per part is the lead time – which helps forecast the eventual profit per job. Most crucially, it can be controlled, for instance by using new technologies that eliminate whole steps in the process chain.
Joining is one step in the process chain that harbors particular potential in this regard. Depending on the quality requirements, this process currently calls for several minutes of reworking to eliminate the disruptive deformations on weld seams produced by conventional welding processes. This can add up to hours of extra work, depending on the batch size. New, alternative technologies and production techniques, such as laser welding, promise a solution to the problem.
The laser – a true all-rounder
TRUMPF uses lasers for far more than cutting sheet metal. Lasers are also ideal for joining processes, and laser welding is long established, for instance in the automotive industry. It is high time that processors of sheet metal also benefited from the technology. While the laser might not be able to replace every MAG welding operation, where it is possible, it offers significant advantages. One benefit is that it provides greater design flexibility – particularly when it comes to complete assemblies.
Established joining technologies such as MIG, MAG and TIG welding, are significantly slower than laser welding, and bring their own disadvantages. Arc welding is conducted at high temperatures, often resulting in deformation of the component and time-consuming Mororework. Then there is the cost of optimizing the weld seam, which must often be polished or ground.
For those willing to invest and build up their expertise in laser welding technology, the quality of sheet metal processing enters a new dimension. First you have the exemplary quality of the weld seam. Heat induction welding creates weld seams with a very high quality finish, yielding visible seams that require minimal or no rework. And since laser welding ensures that less of the heat enters into the actual component, hardly any deformation occurs. In many cases, there is no need for any rework whatsoever.
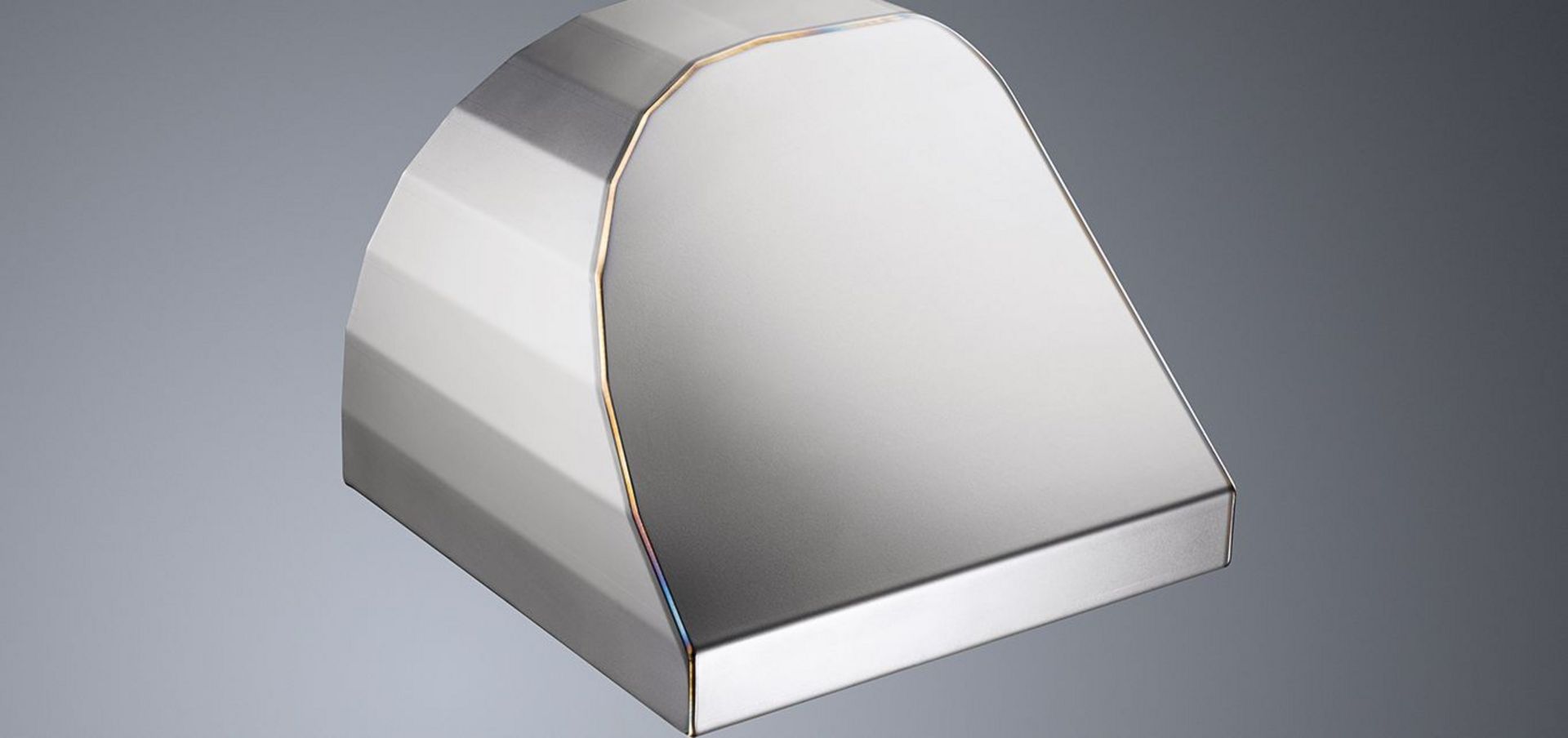
A hood made out of 1.5 mm construction steel that must meet stringent optical requirements with a weld seam length of 122 cm. Based on a batch size of 10x50 units per year, the potential savings are 65 percent. Calculation based on the typical average values for Germany. (Picture: Oliver Graf Fotostudio GmbH)
Another advantage of the technique is the durability of the welding seam. This is where deep welding comes into its own, creating highly durable slim but deep seams. The laser also offers advantages when it comes to flexibility and speed. For deep welding operations in particular, it can achieve very fast throughput rates, and process several meters of sheet metal every minute. Lasers also allow for a range of joint types and geometries – even when the area to be welded is accessible only from a single side. The laser can weld overlapping seams, a concealed T-joint or even materials of varying thicknesses – opening up a wealth of new design possibilities.
What is more, the FusionLine function allows operators to join components that are not optimized for laser welding and, for instance, to uncover cracks. The results obtained with FusionLine far exceed conventional welding both in terms of the weld seam quality and the speed of execution.

Mild steel terminal box (from bottom to top): unwelded, manual MAG weld, FusionLine weld, and laser weld after redesigning for laser processing. (Picture: Oliver Graf Fotostudio GmbH)

The FusionLine joining technique can be used to join parts, even when this involves the bridging of gaps. It smooths out any unevenness during the welding process and closes gaps up to one millimeter wide. That makes it possible to use the laser on many parts that were originally designed for conventional welding methods. (Picture: Oliver Graf Fotostudio GmbH)
Exploiting the full potential of laser welding
Laser welding pays for itself – many times over! For one thing, users save themselves substantial amounts of rework and can make significant savings thanks to the laser’s speed. When switching from arc to laser welding, cost savings of more than 50 percent are not uncommon. Often the savings potential can be much higher. On the other hand, lasers offer the opportunity to realize designs that would be unthinkable using conventional welding techniques. When you put it all together, what operators are gaining is the opportunity to stand out from the competition and appeal to whole new customer segments.
By now, it is clear that the laser offers untold possibilities in welding applications. But how to exploit it? How do you build up the expertise in laser-optimized design and setup?
Know-how from conventional welding techniques will stand you in good stead. But in order to achieve the best possible results with laser welding, it helps to know the capabilities of the tool, as this will impact on the design. For instance, laser welding is an extremely rapid process. Consequently, when it comes to costs the length of the weld seam is less relevant. What is more important are the savings resulting from high-quality seams that eliminate the need for rework. In order to achieve the best possible quality, the component should be subject to the tightest possible tolerance levels. Those new to the process can find out how this is done in TRUMPF’s laser welding workshop, led by TRUMPF welding experts. The experts will answer questions on the correct weld seam to use or component accessibility, for instance. And best of all: the workshop specifically covers components taken from participants’ everyday production operations.
How do you best position a component within a welding cell? Which clamping device is the best? Good questions, all answered in the workshop on setting up welding equipment. In this workshop, the focus is on designing cost-effective sheet metal welding setups. Participants learn design principles and a range of application examples. Together with the experts, they design their own welding setup.
Easy entry
For those new to the technology, TRUMPF has also put together a production startup package. Laser welding experts accompany users step by step from the start of production until the first large-scale production part is processed. As in the workshops, this package also includes tips and tricks both for the welding process itself and for the setup. You can find more information on page 40. Thanks to this package, operators can quickly harness the full potential of laser welding.