대부분의 벤딩 파트는 프리벤딩, 코이닝, 폴딩 그리고 압착 프로세스 및 방법을 통해 제조됩니다. 이 프로세스들은 동일한 원리를 따릅니다. 펀치가 소재를 다이의 하단툴로 밀어냅니다. 바로 그렇기 때문에 위에서 언급한 프로세스와 방법이 적용되는 프레스 브레이크를 하단툴 프레스 브레이크라고 부릅니다. TRUMPF는 하단툴 프레스 브레이크와 함께 스위블 벤딩 기계도 생산합니다.
벤딩 - 프로세스 및 방법
프리벤딩
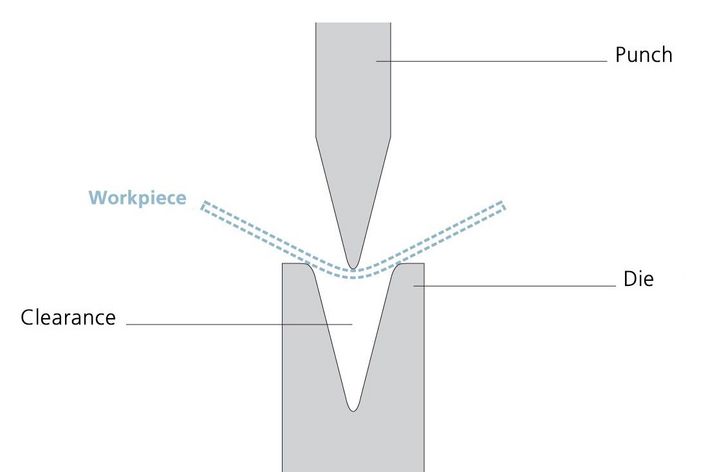
프리벤딩시 펀치는 하단툴 벽에 압력을 가하지 않으면서 소재를 다이로 밀어냅니다. 펀치는 밑으로 이동하는 반면 소재의 변은 위쪽으로 움직이고 이로써 각도가 생겨나게 됩니다. 펀치가 소재를 깊게 밀어낼수록 각도는 더욱 작아집니다. 펀치와 다이 사이에는 여유 공간이 존재합니다. 프리벤딩은 거리에 따른 프로세스라고 할 수 있습니다. 모든 각도에 대해 일정한 거리가 유지되어야 합니다. 기계 컨트롤 시스템은 거리와 프레스 힘을 동시에 계산합니다. 거리와 프레스 힘은 툴과 소재 및 제품 특성에 따라 차이가 있습니다(각도, 길이).
코이닝
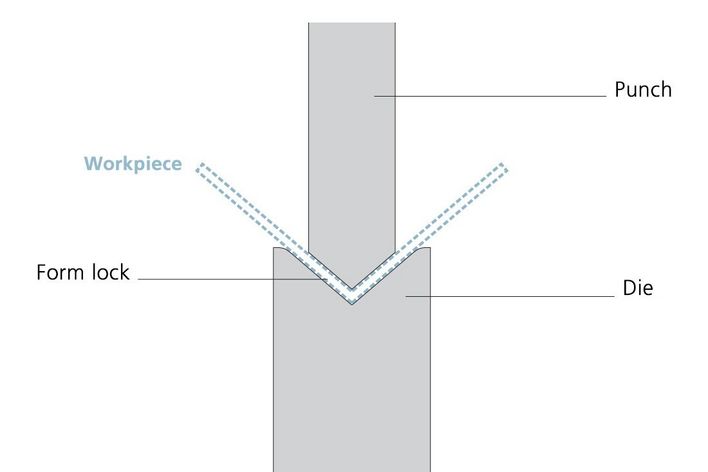
코이닝시 펀치가 소재를 다이로 완전히 밀어내기 때문에 다이, 소재 및 펀치 사이에는 여유 공간이 존재하지 않게 됩니다. 이러한 과정을 형태 폐쇄라고 합니다. 펀치와 다이는 서로 정확히 맞아 떨어져야 합니다. 따라서 모든 각도와 형태에 맞는 각각의 툴 세트가 구비되어야 합니다. 소재에 대한 프레스 가공이 완전히 끝나면 펀치는 더이상 아래로 움직일 수 없게 됩니다. 기계 컨트롤 시스템은 기존 값에 도달할 때까지 프레스 힘을 상승시킵니다. 이를 통해 소재에 가해지는 압력이 증가하고 펀치와 다이의 컨투어가 형성됩니다. 높은 압력으로인해 각도가 안정되고 탄성회복이 완전히 사라집니다.
폴딩 및 압착
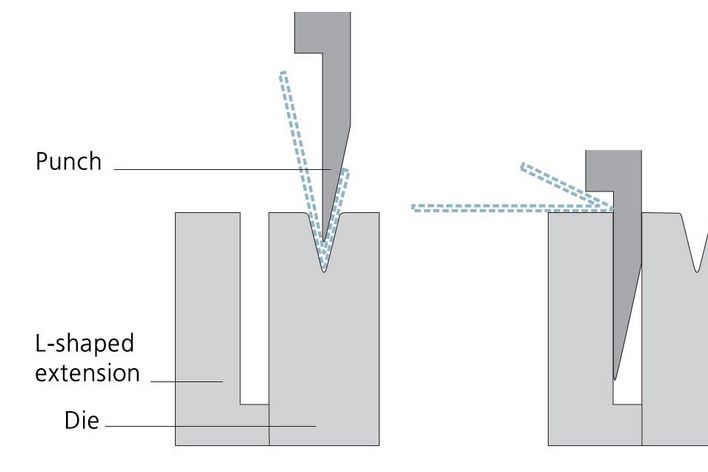
네스팅의 모서리와 같은 시트 모서리는 보통 완전히 구부러진 형태를 띠며 변들은 서로 평행을 이룹니다. 이를 통해 제조된 파트 전체를 더욱 안정적으로 만들거나 새로운 모서리 보호대를 제작할 수 있습니다. 일반적으로 폴딩은 이후 다른 파트 장착을 위해 필요합니다. 폴딩 및 압착은 두 단계를 거칩니다. 첫번째 단계에서 우선 조작자는 각도를 30° 앞으로 구부립니다. 이어서 소재를 새로이 투입하고 압착을 가해 각도를 조절합니다. 폴딩의 경우 변 사이에 틈이 존재합니다. 압착시 변들에 대해 잇달아 압력이 가해집니다. 폴딩은 거리의 영향을 받는 반면 압착은 힘의 영향을 받습니다.

스위블 벤딩
기계에 통합된 엣지 로커 암은 하부 및 상부 절곡 툴이 장착된 C 프로파일로 구성되어 있습니다. 벤딩시 C 프로파일은 위 또는 아래로 움직이며 작은 타원형을 그리며 선회합니다. 스위블 프레스 브레이크는 반자동으로 작동하며 적은 장비로도 신속하고 유연한 작업이 가능합니다. 또한 스위블 벤딩 기술을 통해 동일한 툴로 다양한 크기의 반경을 갖는 부품을 생산적으로 벤딩할 수 있습니다.



상담 요청하기