激光选区熔化工艺的开端是零部件的虚拟 3D 模型。在数据准备期间,设计数据会被转化为可机读的构造任务文件。在此过程中会在基板上定位零部件,并根据需要安装支撑结构。根据打印流程,零部件会被 拆分为各层(“切片”)且对应的激光轨迹(“定线”)会被定好。 最后则会在充满保护气体的加工舱内并在基板上逐层构建工件。在加工舱内,送粉缸、成型缸和溢出缸会沿一根轴上并排放置。刮刀会将粉末从送粉缸推到成型缸上 (1)。然后激光会根据零部件轮廓熔化首层粉末,并使其与下面一层牢固接合 (2)。接下来成型缸会下降一层 (3)。也就是说,在粉末床内构建零部件。多余粉末则会落入溢出缸。此过程会被不断重复,直至零部件完整造出为止。为提高生产效率,通快在其系统中使用了多台同时工作的激光器。这就是所谓的多激光原理。成品零件最后会在一个金属粉末除粉站被释放。然后零部件和基板就会被分开,支撑结构(如有)也会被移除,而工件会被按需修整。

激光选区熔化——增材技术的优点、工作原理和应用
激光选区熔化(LMF),英文全称为“Laser Metal Fusion”——是一种增材制造工艺,该工艺可在粉末床上逐步构建工件。为此,激光会准确按照 CAD 零部件设计数据规定的位置将金属粉末熔化为材料层。因此,该工艺常被称为金属 3D 打印或 3D 金属打印,常见的同义行业术语还有激光烧结和激光熔化 。该工艺适合批量生产带有精细内部通道和空腔的复杂几何形状零部件,使用传统工艺(如车削或铣削)无法生产或只能低效生产此类零部件。通过工业 3D 打印产出的零部件兼具稳定性高和重量轻的特点——尤其是对于轻质结构、植入物以及假体,优势极为突出。此外,激光选区熔化是一种可持续制造方法,因为相较于烧蚀工艺,它不会产生切屑,而且只会留下少量的多余材料。凭借在增材技术领域深耕近二十年的经验,通快可提供粉末床工艺的成熟工业套件——机床、服务和数字化一手包办。无论是零件识别还是成品,亦或是其他方方面面——我们的产品和服务覆盖了整条加工链。
功能整合
通过激光选区熔化,用户可直接由 3D CAD 模型制成功能部件—— 例如柔性或可旋转结构。
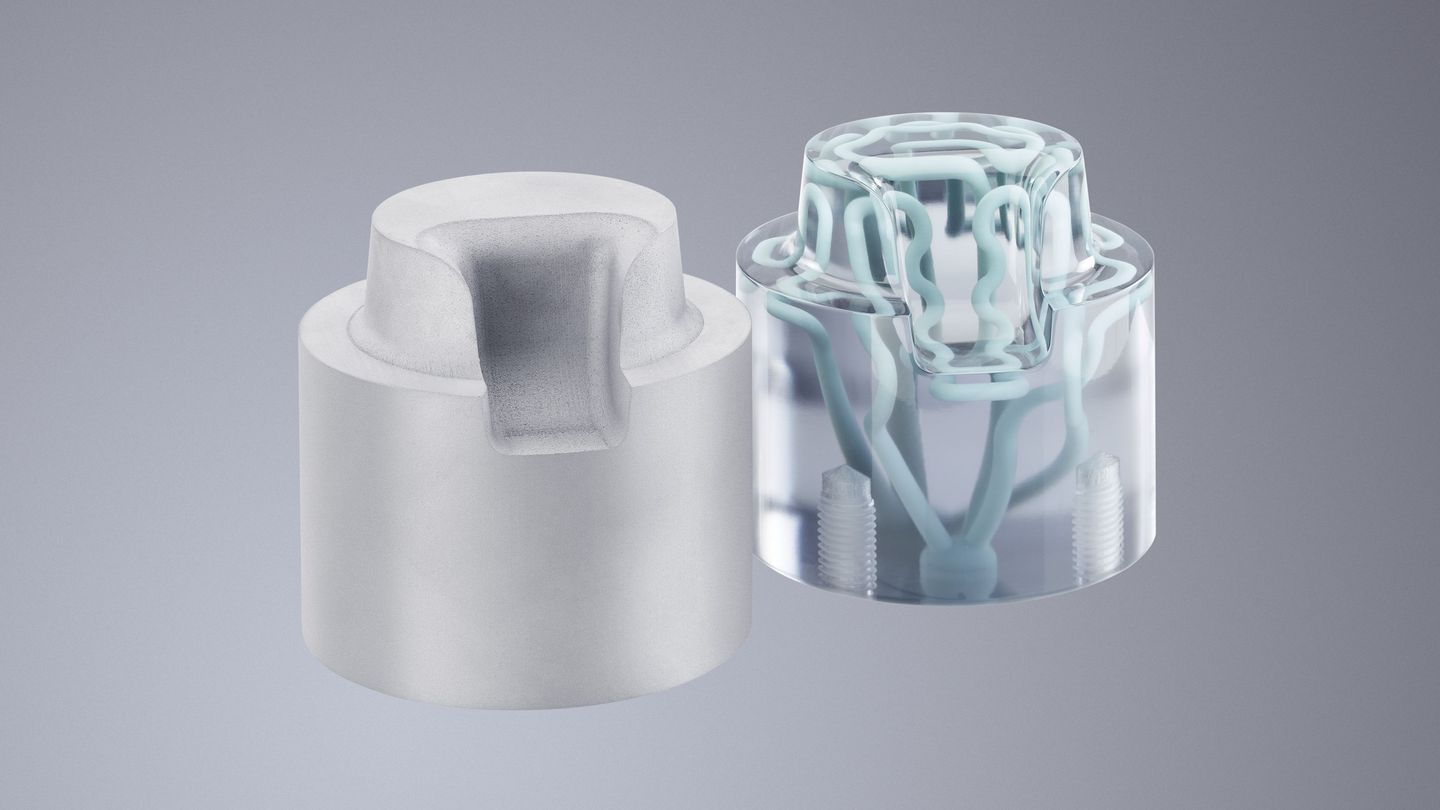
共形冷却
通过激光选区熔化 可制造带有共形冷却的部件。它可将热量直接从产生的地方排出。
格栅结构
增材制造能够制造出布局复杂的精细结构。
增材制造设计
设计 自由: 对于 3D 金属打印,设计即决定了零部件生产,这一点不同于传统生产工艺。
生产效率
3D 金属打印没有生产准备时间。通过选配 Multilaser 以及自动化部件,能够进一步提高加工效率。
工作效率
通快的工业化零件与粉末处理系统 可为您提升生产的经济效益。
洁净
封闭式粉末循环确保了洁净安全的生产环境。
简要说明激光选区熔化的过程
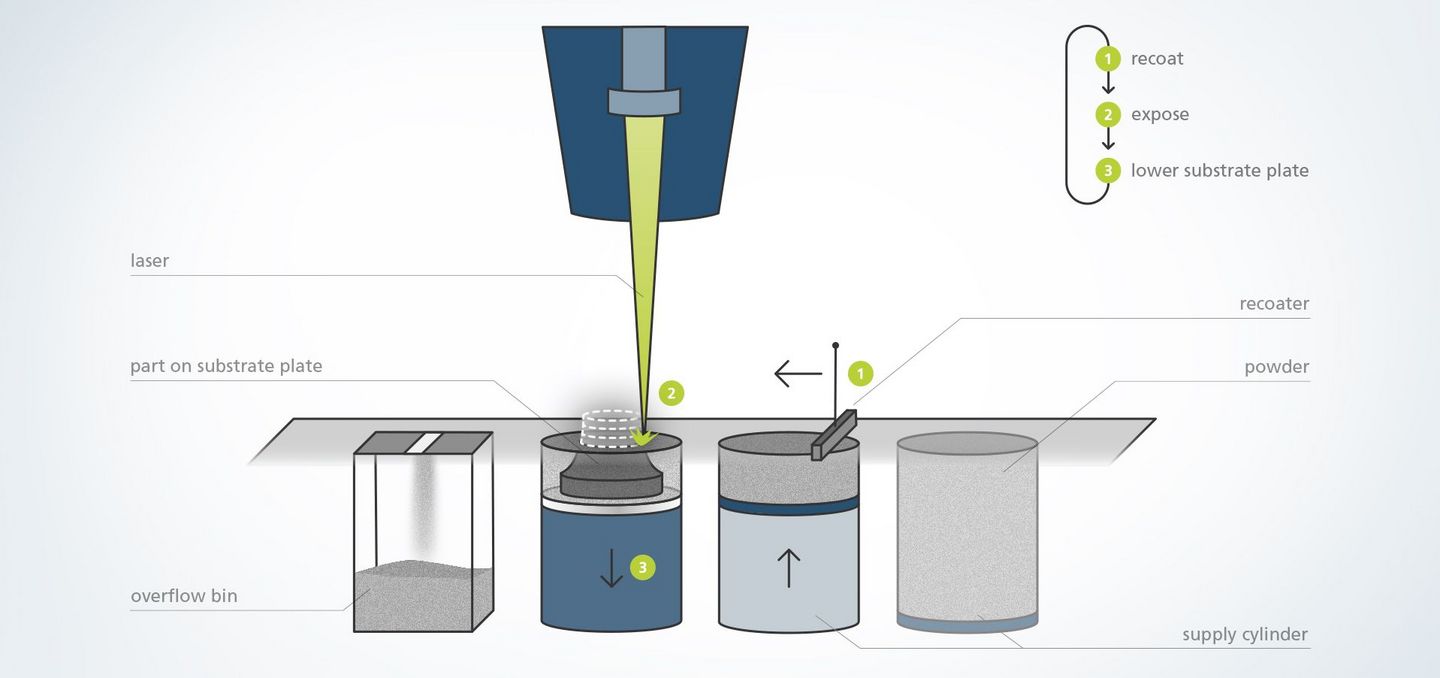
简要介绍金属 3D 打印的功能原理。


应用和使用领域——多种多样,如同技术本身

颅骨植入物
激光选区熔化可满足医疗器械和植入物严苛的质量与安全要求。例如,该技术可在 8.45 个小时内以近 5,000 层制作出图示中的个人定制型钛金属颅骨植入物。

安装支架
在航空航天领域,轻质结构和工件内部良好的力分布至关重要。这种所谓的拓扑优化设计可通过粉末床工艺轻松实现——如图所示的飞机门安装支架,在 8 小时内以大约 2,700 层即可将其构建而成。

液压块
所示液压块用于连接控制阀与液压缸。若使用激光选区熔化法制造,则其总体积可减少 80%,压力损失可降低 93%——功能不受任何影响。构建时无需支撑结构,在十一个小时内完成。
流道
采用传统方法制造流道需要五个单件。 激光选区 熔化工艺可直接制造出成品部件。复杂的共形调温通道可通过激光选区熔化工艺轻松生成。此外,循环时间减少以及热稳定的生产流程和低废品率也能够为客户带来切实收益。图中的流道是在 70 个小时内制造而成的。
轴支座
在汽车行业,通过激光选区熔化工艺,无需模具就能快速构建能正常工作的复杂原型。所示轴支座的设计和拓扑结构经过优化,其增材制造需要五个小时。

牙科基板
增材制造的诸多优点也惠及了牙科行业。可使用生物相容性材料在短时间内高精度逐层构建,以应对各种复杂的适应症。图中所示带有齿冠的牙科基板是在约三个小时内以大约 1,200 层制成的。

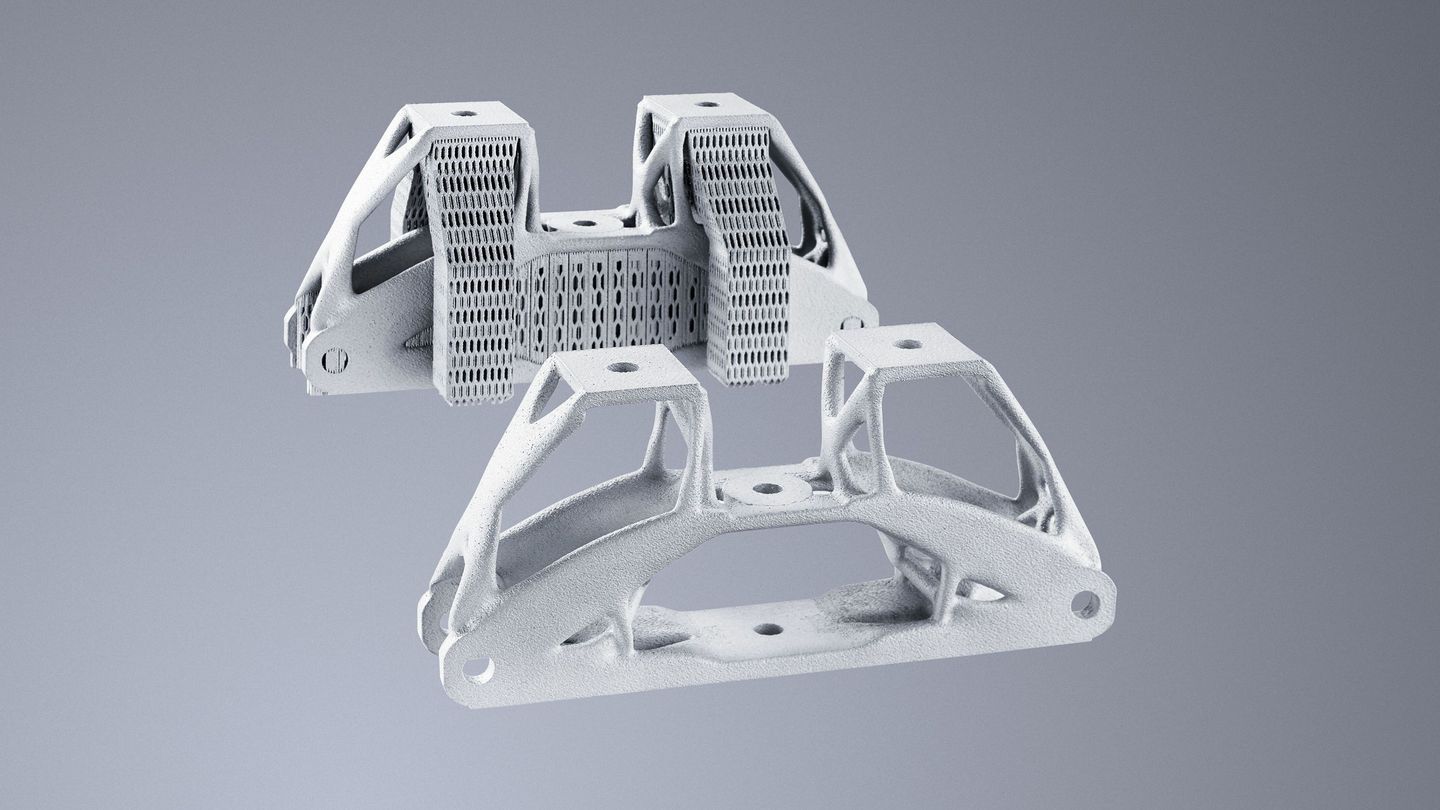
研发用零部件
在生成应用或参数时会用到图示的构造任务。在此过程中,长栅条从基板分离后会被加工成拉伸试件。 通过这些试样可检测零部件的强度和可变形性。经过分离和研磨后就会通过显微镜检查其他方形零部件 是否存在细微缺陷。这两项检测均关乎零部件的质量。
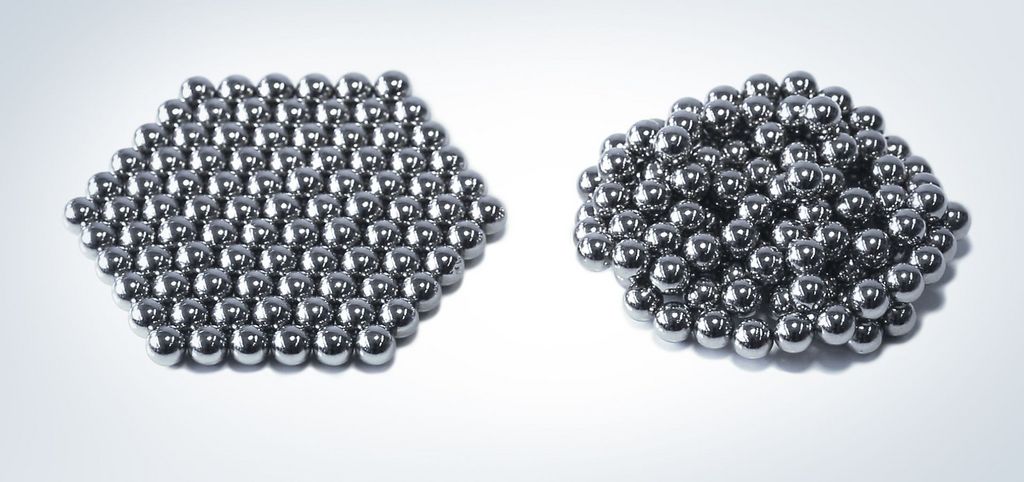
非晶合金增材制造
哪些产品适合激光选区熔化?

您希望借助激光选区熔化进行小批量或原型件生产?那么欢迎了解 3D 打印金属零部件专用的紧凑型机床 TruPrint 1000。
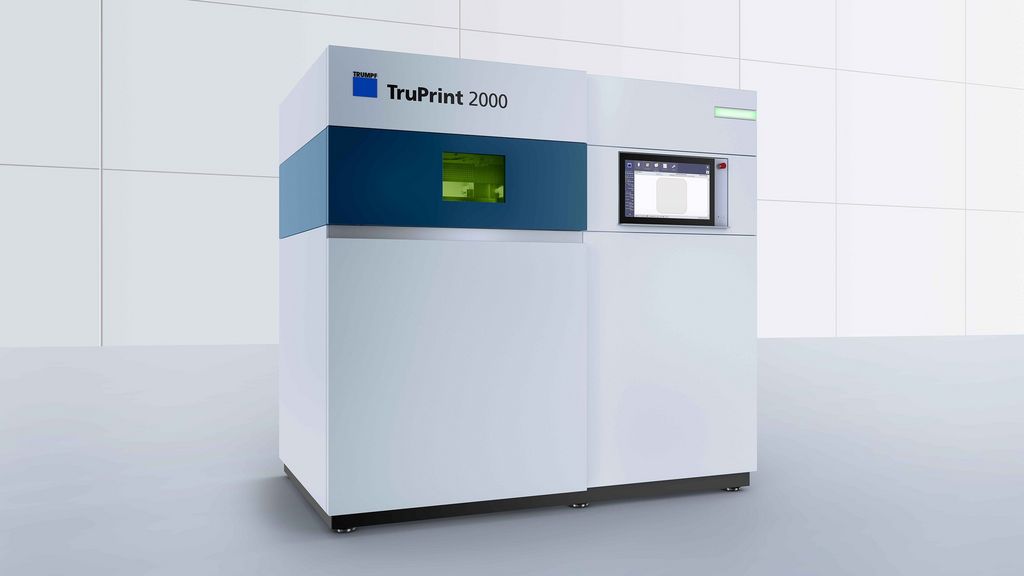
您是否在追寻兼具出色 3D 打印效果和成本效益的机床方案?TruPrint 2000 即可实现鱼与熊掌兼得。凭借由 2 台 300 W(可选配 2 台 500 W)激光器构成的全域式 Multilaser,再辅以 80 µm 光束直径和超短涂层时间,该机将为您带来出色的生产成果。
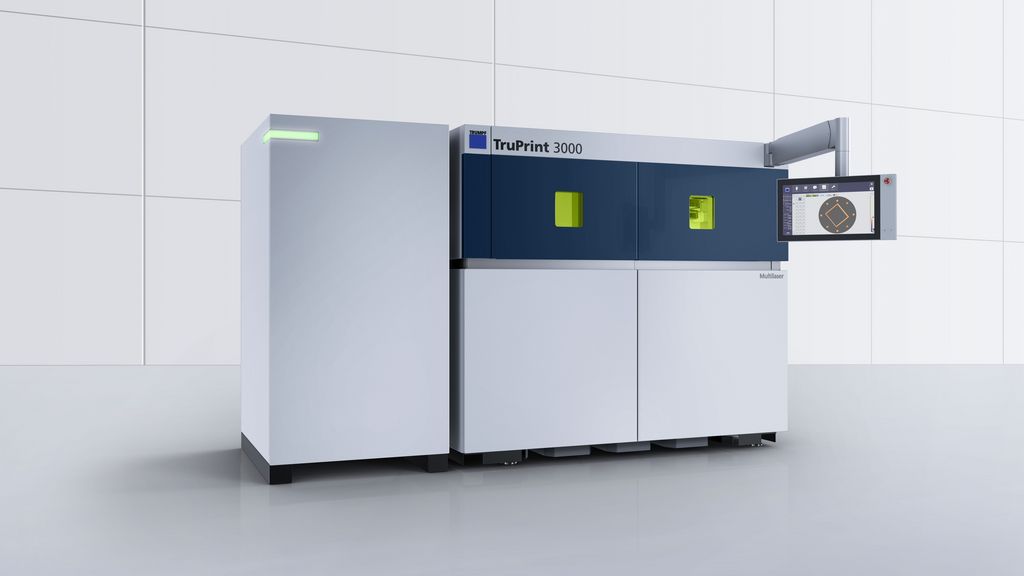
您正在寻找适合工业生产的灵活型激光选区熔化解决方案吗?那么欢迎您了解装备自动化装置的 TruPrint 3000 及其内置的零件及粉末管理系统。

您的目标是要通过粉末床工艺在最大程度上提升工业化批量生产的效率?半自动化激光选区熔化过程,再加上装有三台 500 W 光纤激光器的 TruPrint 5000 即可助您实现该目标。

TruPrint 5000 Green Edition 是用于加工反光材料(如铜)的中等规格 3D 打印系统。这样一来该 3D 打印机就为大型零部件、感应线圈或要求苛刻的冷却应用部件的增材制造开辟了一条新途径。


![[Translate to zh_CN:]](/filestorage/TRUMPF_Master/_processed_/e/1/csm_Additive-Manufacturing-Beispielteile-Keyvisual-2024_15ecd38ceb.png)
联系方式