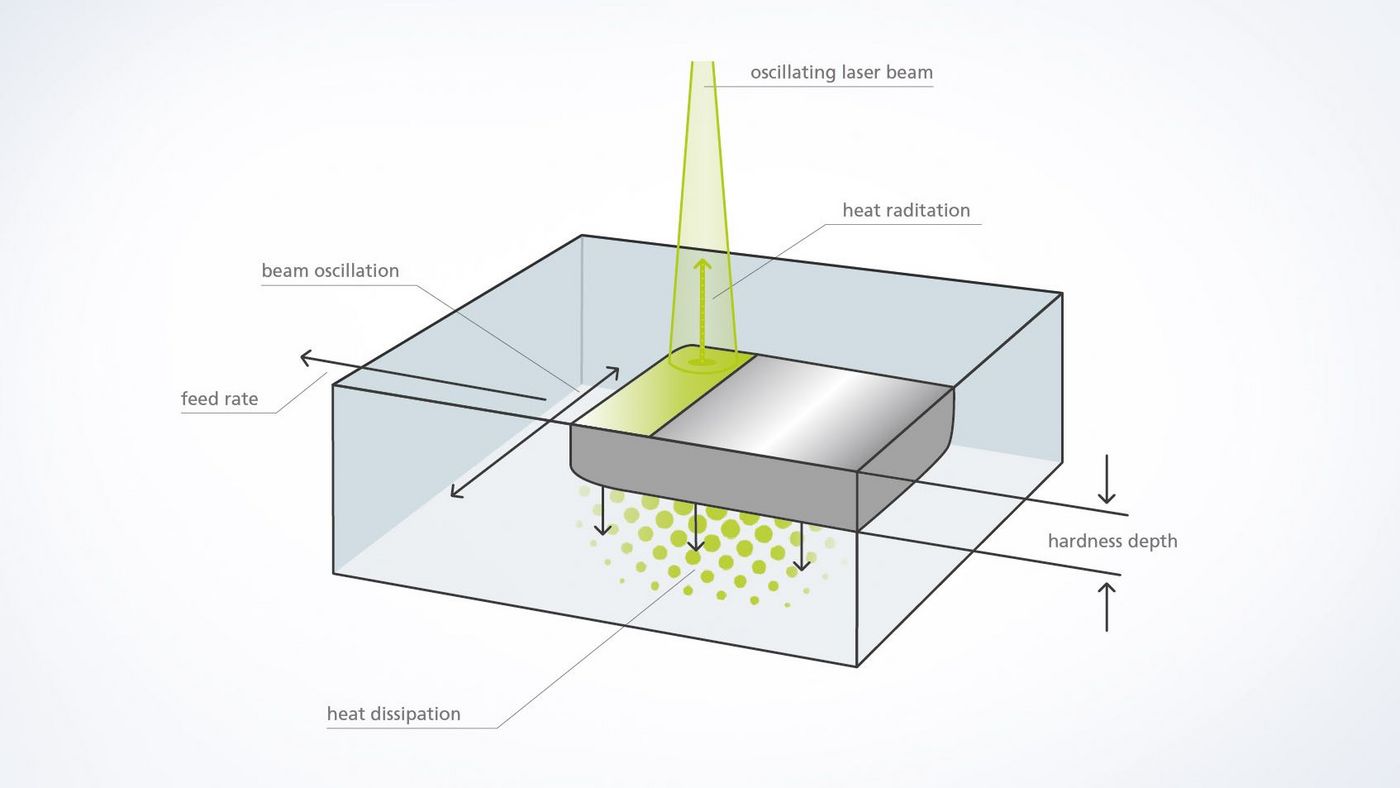
- In laser hardening, the skin of a carbon-containing workpiece made from steel or cast iron is heated up to just below the melting temperature – this is generally around 900 to 1400°C. Around 40% of the irradiated power is absorbed. The high temperature causes the carbon atoms in the metal lattice to rearrange (austenitization).
- When the nominal temperature has been reached, the laser beam starts to move, thereby steadily heating the surface in the direction of feed.
- As the laser beam moves on, the surrounding material cools down the hot surface very quickly in a process known as self-quenching. As a result of the rapid cooling, the metal lattice is unable to return to its original form, producing martensite. This results in a significant increase in hardness.
- The hardening depth of the outer layer is normally 0.1 to 1.5 millimeters, although on some materials, it may be 2.5 millimeters or more.

Laser hardening
Laser hardening is the perfect solution for processing highly stressed, complex components. This is because there is practically no warping of the component during processing due to targeted heat input that is confined to local areas. You can even open up applications that would not be possible with conventional hardening methods such as induction or flame hardening using the non-contact laser process. Since the machining process can be controlled precisely, even geometrically complex and delicate components can be hardened. The result is surfaces that can be strongly stressed mechanically and chemically; they produce significant benefits in tool making, the automotive industry, and in agricultural technology.
What are the benefits of laser hardening?
Less reworking
Due to the low heat input, the outlay for reworking is reduced or eliminated entirely.
Hardening small and delicate components
Compared to alternative processes, even locally restricted functional surfaces can be hardened precisely using the laser.
No distortion
While distortion is created during conventional hardening processes due to higher energy input and the subsequent quenching, the component remains in virtually its original state during laser hardening.
Precise control
Due to the laser technology and the temperature control, the heat input can be controlled precisely.
Fast throughput time and high productivity
Due to the non-contact and distortion-free processing, the laser increases the throughput time and reduces possible preparations and reworking.
Completely independent of the geometry
With the TRUMPF scanner technology, hardness geometries can be changed quickly "on the fly" on components. This means that no conversion of the optics/the entire system is necessary.
How does the laser hardening process work?
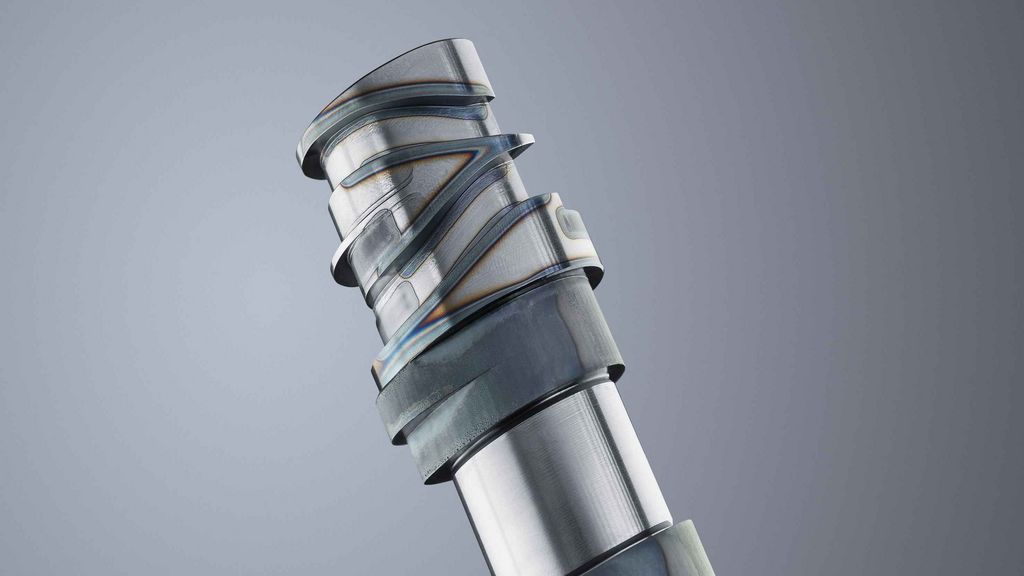
The service life of a camshaft is significantly extended by laser hardening. Different levels can be processed in parallel due to the large depth of focus.

Bending tools that have been processed using case hardening also withstand powerful stresses for a long time. Due to the targeted heat input, only the areas which are actually stressed and worn are hardened.
Our perfect product for laser hardening




Contact